
Warehouses are under pressure to move goods faster, safer, and more efficiently — especially during peak production and distribution seasons. A well-designed conveyor system reduces bottlenecks, improves order accuracy, and maximizes floor space.
Let's break down the most effective conveyor systems for warehouses, their subcategories, and the best use cases for each.
Belt Conveyors for Warehouses

Belt conveyors are one of the most versatile systems, designed to move boxes, packages, or irregular-shaped items across long distances.
![]()
Modular Belt Conveyors for Warehouse
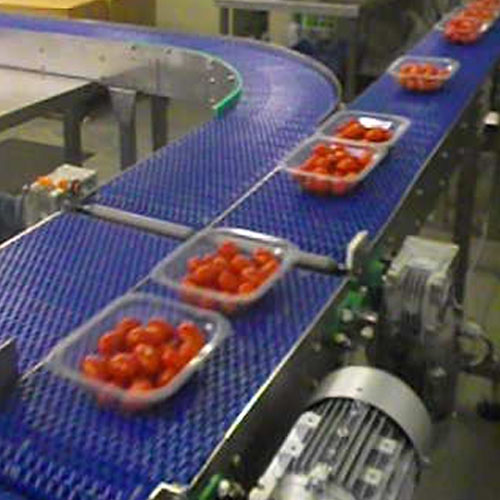
Unlike continuous belts, modular conveyors use interlocking plastic segments. They’re durable, flexible, and easy to repair if a section gets damaged.
![]()
Roller Conveyors

Roller conveyors use cylinders (rollers) to transport goods. They are ideal for boxes, totes, and pallets.
![]()
Mezzanine & Floor-to-Floor Conveyors

Warehouses with multi-level storage or mezzanine floors need conveyors that move products vertically.
![]()
Vehicle Loading & Unloading Conveyors

Loading docks often create bottlenecks. Flexible and mobile conveyors are designed to extend directly into trucks or containers, speeding up loading/unloading.
![]()
Incline & Adjustable Conveyors

Incline conveyors move goods between elevations and are often adjustable to match different floor levels or mezzanines.
![]()


