

How do Roller Conveyors Work
The basic principle behind roller conveyors is simple: items placed on the rollers move in the direction the rollers spin. Rollers can be powered by gravity, manual push, or electric drives. Without the rollers spinning, the conveyor functions like an ordinary table.
Roller conveyors come in two main types:
-
Gravity Conveyors: These systems rely on the force of gravity (or a gentle manual push) to move items along the rollers. Because there is no motor driving the movement, these are cost-effective and relatively simple to install and maintain. They’re ideal for straightforward transfers of medium to light loads in a flat or gently sloped layout. Sometimes these conveyors are used to manually push items along.
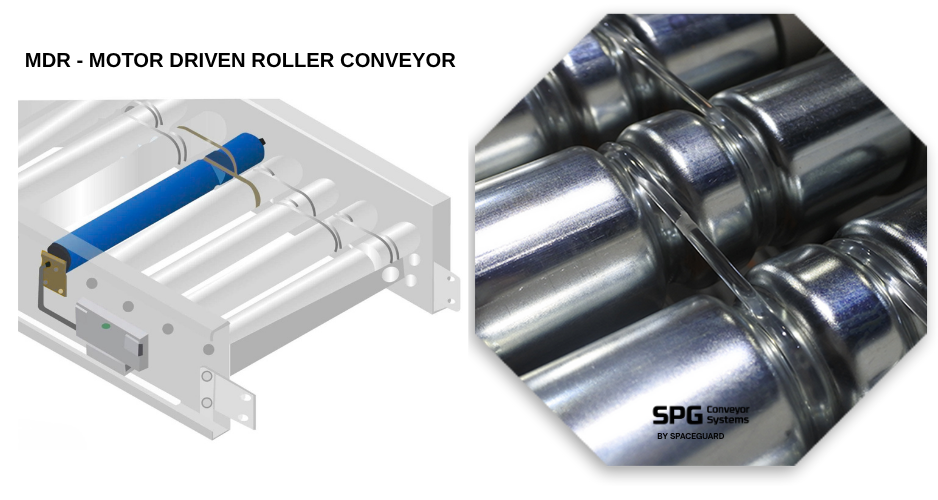
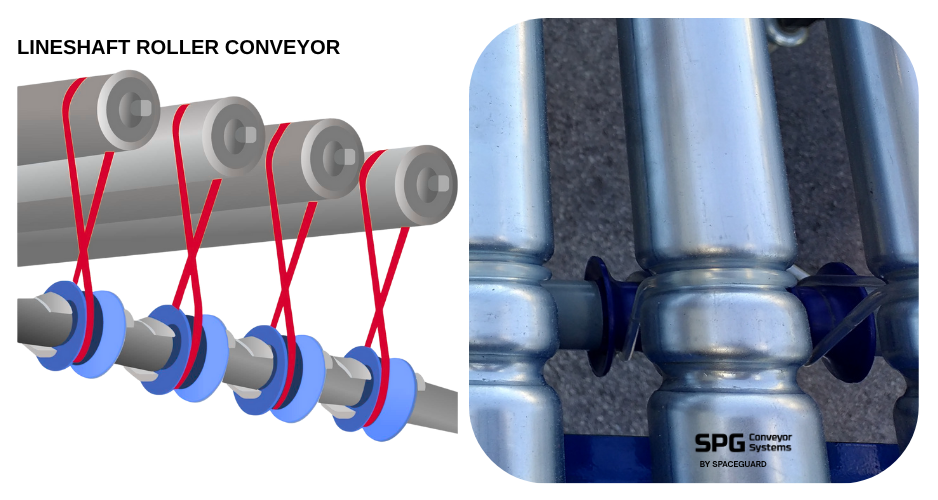
- Driven Conveyors / Electric Drives: In these systems, one or more rollers are powered (via motorized shafts, belts, or chains) to provide controlled, consistent movement. This makes them suitable for heavier loads, automated systems, varying speeds, accumulation zones, or integration with sorting/packing lines. The diagrams below show two example diagrams of motor-driven conveyors and lineshaft conveyors.
By selecting between gravity and driven roller conveyor systems, you can match the equipment to your specific workflow, load type, and throughput requirement.


Key Conveyor Safety Features
Key safety elements that help ensure smooth and secure operation include:
-
Roller guards and protective covers – prevent accidental contact with moving rollers and pinch points.
-
Emergency stop buttons – allow operators to quickly stop the conveyor in case of an obstruction or hazard.
-
Safety sensors and automatic shut-off systems – detect jams or blockages in driven conveyors, reducing the risk of equipment damage.
-
End stops and side guides – keep products stable on the conveyor and prevent items from falling or rolling off.
-
Anti-pinch roller spacing – designed to protect hands and fingers during operation or maintenance.
-
Clear safety signage and visual indicators – mark loading zones and restricted areas for safer workflow management.
-
Stable frame construction and non-slip feet – ensure the conveyor system remains secure, even under heavy loads.
-
Regular safety inspections and maintenance checks – help identify wear or misalignment early to maintain reliable, safe performance.

Most Common Types
-
Gravity Conveyors – A simple, cost-effective system that uses gravity or manual push to move items along the rollers. Ideal for light to medium loads, order-picking lines, and packaging areas where powered movement isn’t required.
-
Driven Conveyors - These conveyors use motors, belts, or chains to drive the rollers and provide consistent, controlled movement. Suitable for heavier products, high-speed transfer, or integration with automated production systems.
-
Motorised Conveyors (MDR) – Equipped with individual motorised rollers, these systems offer precise control, energy efficiency, and low noise levels — perfect for smart manufacturing or automated distribution lines.
-
Chain-Driven Conveyors – Designed for heavy-duty handling, these conveyors use chain drives to synchronise rollers and transport large pallets, drums, or steel components safely and efficiently.
-
Line Shaft Conveyors – Use a rotating shaft and drive bands to power multiple rollers simultaneously. Commonly used in packaging and light assembly applications for smooth, low-maintenance operation.
-
Accumulation Conveyors – Allow items to collect or queue without contact, using sensors or controls to maintain spacing — ideal for buffering zones in automated systems.
Leave a Reply